[VIP第1年] 指数:3
[VIP第1年] 指数:3
风机搅拌装置的优化设计:为了实现炉内温度的均匀分布,箱式回火炉在炉膛顶部安装了风机搅拌装置。风机的选型和设计至关重要,需要根据炉膛尺寸、容积以及所需的空气对流速度等因素进行综合考量。通常采用的离心式风机或轴流式风机,能够产生强大的风力,促使炉内空气进行高效对流运动。热空气从两侧进入炉膛,经过工件后返回炉顶,形成一个循环流动的气流场。通过优化风机的叶片形状、数量和转速,以及合理设计风道结构,可以有效提高空气循环效率,增强热量传递效果,使炉温均匀性达到 ±5℃甚至更高水平,确保工件在回火过程中受热均匀,性能稳定。节能型燃气回火炉配备冷凝式热回收装置,将烟气中的潜热转化为热能,综合热效率超 95%。常州催化剂回火炉定制

温度修正与补偿技术:考虑到热电偶在长期使用过程中可能出现的测量误差以及炉内不同位置的温度差异,箱式回火炉还配备了热电偶修正功能和温度补偿技术。通过定期对热电偶进行校准,并结合炉内温度场的实际测量数据,对温度控制仪表的测量值进行修正和补偿。例如,在一些大型箱式回火炉中,通过在炉膛内不同位置布置多个热电偶,实时监测各点温度,并根据这些数据对加热功率进行动态调整,从而进一步提高炉温的均匀性和控制精度,确保整个炉膛内的工件都能获得回火处理。常州节能型回火炉多少钱网带式回火炉的网带表面经渗碳处理,耐高温腐蚀且不易卡料,适合带油或复杂形状工件。

技术介绍:真空回火技术通过在无氧环境中进行加热和冷却,避免了工件表面的氧化和脱碳现象,特别适用于高精度、高附加值的金属材料,如钛合金、不锈钢等。应用案例:某航空航天企业采用真空回火炉处理钛合金零部件后,零部件表面无氧化层,尺寸精度和表面光洁度显著提高。同时,真空环境下的回火处理减少了氢脆的风险,提高了零部件的可靠性。(四)快速冷却技术技术介绍:快速冷却技术通过采用高压气冷、液氮冷却等手段,能够在短时间内将工件冷却至室温,显著提高生产效率。快速冷却还可以细化晶粒,进一步优化材料的力学性能。应用案例:某模具制造企业采用高压气冷技术后,模具的冷却时间从原来的4小时缩短至1小时,生产效率大幅提高。同时,快速冷却使模具的硬度均匀性得到改善,使用寿命延长了20%。
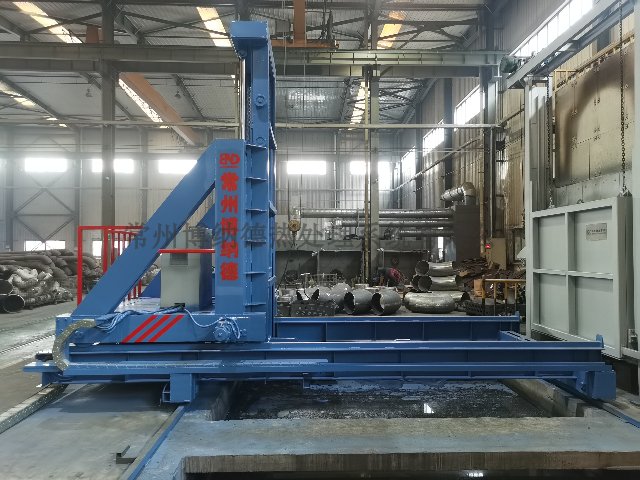
在机械制造、航空航天、能源重工等领域,大型金属工件的热处理一直是生产难点。台车式回火炉作为一款专为大尺寸、大批量工件设计的热处理设备,凭借其独特的结构设计与工艺优势,成为解决此类问题的装备。本文将深入解析台车式回火炉的技术特性、应用场景及行业创新趋势。坚固耐用的炉体台车式回火炉的外壳由钢板和型钢焊接而成,具备出色的强度和稳定性,能够承受高温环境以及日常使用中的各种应力。炉体内部的炉衬采用全纤维模块,这些纤维根据炉膛尺寸定制,被压缩成块状后进行现场筑棉。固定方式采用穿销加钩钉,即在块状纤维棉中均匀穿销,再用钩钉钩住穿销并拉紧后与炉体焊接。这种设计不仅保证了炉衬的牢固性,还大幅提高了隔热性能,减少热量散失,降低能源消耗。在台车耐压部分,则采用高铝砖砌筑,并在下部铺设保温砖进一步加强保温效果。用于汽车零部件的回火炉配备快速冷却装置,可按需实现等温回火或分级冷却工艺。

控制系统:通常采用国际流行的组合柜。温度控制主回路采用大功率双向可控硅过零调功触发,可控硅采用风冷形式,并设有过载、过热及过流保护等功能。该调节功能具备自动及手动模式,自动模式可与控温表形成自动控温过程,手动模式则与控温仪表脱机,可手动调节功率。同时,在自动或手动模式中均有限制加热功率等功能。温度控制仪表选用先进的高精度数显 PID 自整定型仪表,具有多量程输入、温度任意设定、多种报警功能。温度信号通过热电偶接收的毫伏信号经放大运算再换算后,数显仪表输出 4 - 20mA 电流信号,控制精度可达 ±1℃。该温度控制系统还配有热电偶修正功能、功率限制功能及超温报警功能。此外,炉温记录一般采用大华有纸记录仪,可对升温及保温时间过程实时打印曲线、记录温度,同时对加热主回路实现监控作用,有效监视整个生产工艺。电控柜上还设计有电压、电流指示表,便于操作人员观察各区的加热工作是否正常,当加热变慢时,有利于故障的排查和解决。回火炉的炉体采用模块化拼装设计,便于运输安装及后期维护时的局部更换。常州催化剂回火炉定制
真空回火炉的真空度控制系统可精确维持炉内压力在 10⁻²Pa 级别,满足合金的防氧化需求。常州催化剂回火炉定制
回火脆性:回火脆性可分为 300℃脆性及回火徐冷脆性两种。300℃脆性是指部分钢材在约 270℃至 300℃左右进行回火处理时,由于残留奥氏体的分解,在结晶粒边界上析出碳化物,进而导致回火脆性。而回火徐冷脆性是指自回火温度(500℃ - 600℃)缓慢冷却时出现的脆性,在 Ni - Cr 钢中表现尤为。对于回火徐冷脆性,可通过自回火温度急冷加以防止。实验表明,机械构造用合金钢材,自回火温度施行空冷,当冷却速率达到 10℃/min 以上时,就不会产生回火徐冷脆性。回火变形:回火变形主要是由于回火淬火时产生的残留应力或组织变化所导致。例如,回火使张应力消除会引起收缩,压应力消除则会导致膨胀;回火初期析出 ε 碳化物会有一定收缩,雪明碳聚过程会大量收缩,残留奥氏体转变为马氏体时会膨胀,残留奥氏体转变为贝氏体时也会膨胀,这些因素综合作用导致了回火后工件的变形。为防止回火变形,可采取实施加压回火处理、利用热浴或空气淬火等方式减少残留应力、采用机械加工方式矫正以及预留变形量等方法。常州催化剂回火炉定制
文章来源地址: http://jxjxysb.shopjgsb.chanpin818.com/zzjrclsbfg/gongyeluyu/deta_27724885.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。