[VIP第1年] 指数:3
[VIP第1年] 指数:3
数控机床的加工精度高,数控机床的加工精度一般可达0.05—0.1MM,数控机床是按数字信号形式控制的,数控装置每输出一脉冲信号,则机床移动部件移动一具脉冲当量(一般为0.001MM),而且机床进给传动链的反向间隙与丝杆螺距平均误差可由数控装置进行曲补偿,因此,数控机床定位精度比较高。加工质量稳定、可靠,加工同一批零件,在同一机床,在相同加工条件下,使用相同刀具和加工程序,刀具的走刀轨迹完全相同,零件的一致性好,质量稳定。生产率高,数控机床可有效地减少零件的加工时间和辅助时间,数控机床的主轴声速和进给量的范围大,允许机床进行大切削量的强力切削。数控机床拥有着较高的加工精度。浙江五轴数控机床价格

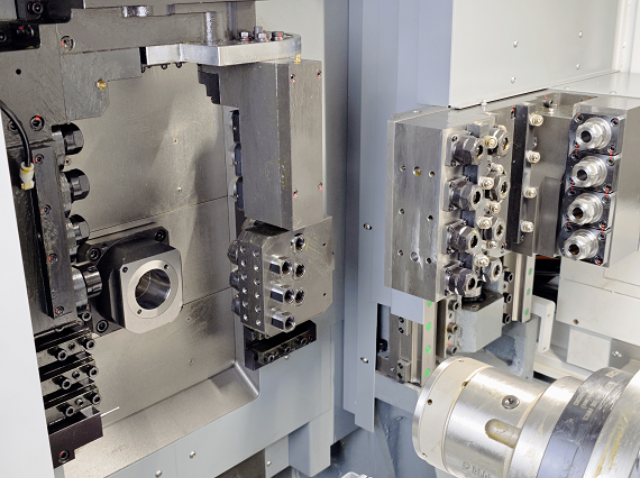
在数控机床中,测量元件会将数控机床各坐标轴的实际位移值检测出来并经反馈系统输入到机床的数控装置中,数控装置对反馈回来的实际位移值与指令值进行比较,并向伺服系统输出达到设定值所需的位移量指令。机床主机是数控机床的主体。它包括床身、底座、立柱、横梁、滑座、工作台、主轴箱、进给机构、刀架及自动换刀装置等机械部件。它是在数控机床上自动地完成各种切削加工的机械部分。与传统的机床相比,数控机床主体采用具有高刚度、高抗震性及较小热变形的机床新结构。通常用提高结构系统的静刚度、增加阻尼、调整结构件质量和固有频率等方法来提高机床主机的刚度和抗震性,使机床主体能适应数控机床连续自动地进行切削加工的需要。浙江立式数控机床数控机床使用数字信息与标准代码处理、传递信息。

数控系统作为数控机床的控制中枢,素有机床“大脑”之称,数控系统装备的数控机床很大程度上提高了零件加工的精度、速度和效率。随着汽车、**、航空、航天等工业的高速发展以及铝合金等新材料的应用,对数控机床加工的高速化要求越来越高。数控机床精度的要求现在已经不局限于静态的几何精度,机床的运动精度、热变形以及对振动的监测和补偿越来越获得重视。(1)提高CNC系统控制精度:采用高速插补技术,以微小程序段实现连续进给,使CNC控制单位精细化,并采用高分辨率位置检测装置,提高位置检测精度,位置伺服系统采用前馈控制与非线性控制等方法;(2)采用误差补偿技术:采用反向间隙补偿、丝杆螺距误差补偿和刀具误差补偿等技术,对设备的热变形误差和空间误差进行综合补偿。研究结果表明,综合误差补偿技术的应用可将加工误差减少60%~80%;
全自动数控机床的攻牙故障处理:一、攻牙深度不稳定,攻牙深度是否稳定,与攻牙停止传动系统的有关。攻牙停止传动机构是由攻牙轴上的一个固定环套,带动左右刹车摇臂,再带动左右刹车连杆,刹车连杆碰上微动开关,离合器即刻刹车,攻牙便停止。一般自动车床的攻牙深度可控制在0.5之内。二、攻牙开关启动后,攻牙轴不转动,1、启动开关有故障,触点不良或根本接触不到。应先用手动来试一下,确认是因启动摇臂没压到开关。如果是开关坏了,就予以更换。如果是摇臂接触不到,只要把开关臂扳上一点就行了。斜轨数控车床,高精度加工,提升产品品质。

全自动数控机床电气故障为:计算机部门故障。此种故障主要利用计算机自诊断功能的报警,计算机各板上的信息状态指示灯,各枢纽测试点的波形、电压值,各有关电位器的调整,各短路销的设置,有关机床参数值的设定,自用诊断组件,并参考计算机控制系统维修手册、电气图等加以诊断及排除。交流主轴控制系统故障。交流主轴控制系统发生故障时,应首先了解操纵者是否有过不符合操纵规程的意外操纵,电源电压是否泛起过瞬问异常,进行外观检查是否有短路器跳闸、熔丝断开等直观易查的故障。数控机床具有适应模具等产品单件生产的特点。浙江数控机床设备
数控机床主要是利用现代化进行生产管理。浙江五轴数控机床价格
台州一鼎数控机床有限公司推出的双主轴数控车床,这款机床的亮点在于其高效率、高精度、高稳定性和高自动化程度,为用户提供了更加品质高的加工体验。这款双主轴数控车床采用了双主轴同步加工技术,可以同时加工两个工件,明显提高了加工效率。同时,该机床还配备了自动上下料系统,可以实现自动化生产,减少了人工干预,提高了生产效率。这款数控车床的精度非常高,可以满足高精度加工的需求。它采用了高精度的直线导轨和滚珠丝杠,保证了加工精度和稳定性。同时,该机床还配备了高精度的主轴和刀架,可以实现高速、高精度的加工。浙江五轴数控机床价格
文章来源地址: http://jxjxysb.shopjgsb.chanpin818.com/jichuang/skjc/deta_27837029.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。