[VIP第1年] 指数:3
[VIP第1年] 指数:3
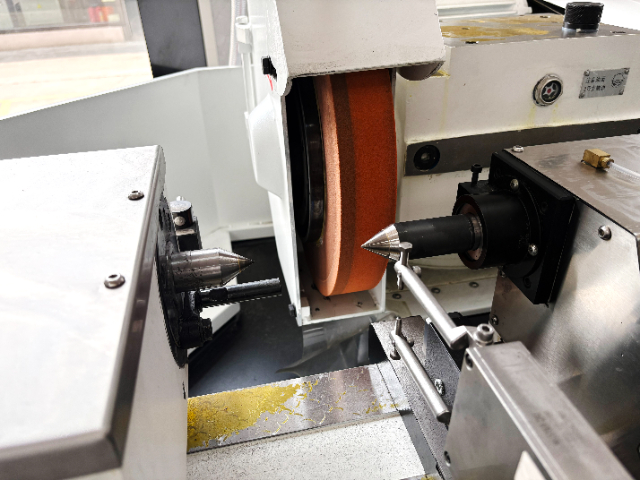
程控磨床的日常保养注意事项:1、程控磨床研磨前,必须矫正砂轮之间的平衡。2、程控磨床导轨的平面磨床必须根据公务材质、硬度谨慎的选择砂轮,以免不匹配造成磨损。3、主轴端与砂轮应该按照标准涂上薄油膜来防止生锈。4、随时注意主轴的旋转方向。5、严禁使用清洁工作物以及机器。6、检查钢索是否松动,及时调整。7、注意油窗的油路是否足够顺畅。8、确保每周清洁一次吸尘箱和过滤钢,调整螺丝和油箱。9、吸力较弱的时候请检查吸尘管,确认是否有粉屑的堵塞。程控磨床包括床身和床身上带有液压卡盘的头架。宁波液压程控磨床

高精密程控平面磨床的特点:1、立柱采用双壁结构,提供高刚性支撑,磨头采用重锤平衡,保证运动平稳,减少螺杆负荷,保证精度寿命长;2、单独、大容量集成液压站配有空气冷却和保压装置,隔离热源和振动源,为精密磨削提供好的动力;3、顶部和底部采用高刚性矩形导轨,并粘贴耐磨带,摩擦系数低;4、左右、前后导轨采用扁平V型导轨结构,导向性好,导轨配有耐磨皮带。经过手动精密刮削,保证了稳定的工作精度;5、大功率磨头主轴是该系列机床好品质的关键。每一个细节都经过精心设计和制造,并不断追求高刚性和高精度的平衡。矩形台程控磨床哪里有程控磨床采用的是PLC编程。

程控磨床以其独特的性能和操作优势,在大型磨削作业中得到了普遍的应用,它能帮助用户提高工件的加工效率,可用于加工各种类型的产品。根据工作台的形状,主要采用砂轮对工件进行旋转,使其能获得所需的光滑程度,根据工作台的形状可分为矩形工作台和圆形工作台两种,程控磨床的主要参数是工作台宽和长度,而圆工作台的主要参数是工作台面直径。程控磨床在工作时,按工件尺寸调节进料位置,并在工作台上各撞击块。卡件必须牢固,合理的选择研磨量,在测量工件时应将砂轮退离停车。定期检查工作件轴带的松紧度,并及时调整。要经常检查砂轮是否有裂纹,禁止改换作磨边。
程控磨床该如何选择?选购程控磨床时,挑选数控设备所使用的体系是关键之一。所谓挑选体系,一般首先考虑挑选比较有名气的品牌的体系,但这不是关键,关键在于挑选出产程控磨床厂对体系本身开发和运用的才能。因为现在许多体系都具有相当完善的功用,出产厂对体系各种功用(除一般常用功用外)都有必定的规则价格,也便是讲收购企业对体系功用了解不全,如果在收购设备时,没有提出对体系各种功用的要求,那么出产厂只供给一般的常用功用,当在交机时发现缺少的功用,才向出产厂提出要求时,出产厂就会以知识产权为由,要求需另外出钱购买,还有的出产厂自己本身就没有把这种功用开发出来,他就以合同内容为准拒绝供给功用,这将对用户充分发挥程控磨床的优越性和效率性产生很大的限制,所以在挑选体系时须考虑出产程控磨床企业对体系的运用和功用开发才能。程控磨床研磨前,请校程控磨床的正砂轮平衡。

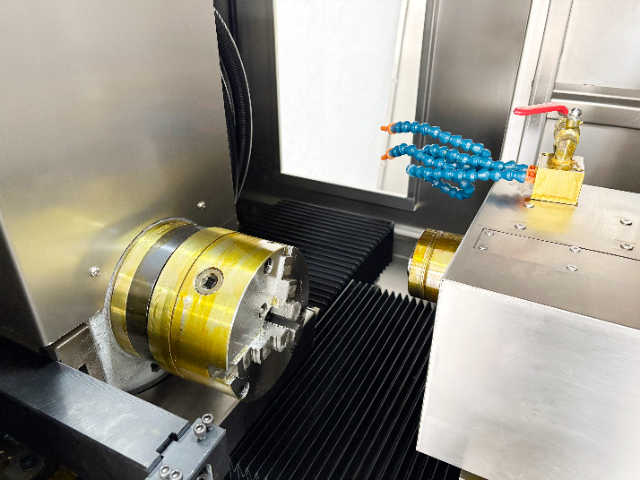
程控平面磨床的使用注意事项:1、在使用普通砂轮时,禁止使用,否则砂轮可能炸裂。2、当砂轮转速变动时,都需调整控制器。3、砂轮主轴工作前观察泵站压力是否在规范范围内。4、当突然断电、替换砂轮和修整台面后都需重新对零点。5、正常使用一年后应替换5#主轴油和粗精滤芯。6、砂轮拆卸时改成要在泵站工作的状态下进行。即主轴在静压油浮起的状态下进行。这样不损伤主轴和动静压的轴承。7、换泵站上的任意零部件,改成要先卸掉高压进油软管接头,替换完零件后,油路自我循环15——20分钟后方可将进油管接上磨头,这样就确定了进入磨头的主轴油是经过精过滤过的超洁净主轴油。这样可以延长主轴的使用寿命。程控磨床安装砂轮必须进行静平衡,修正后应再次平衡。矩形台程控磨床哪里有
程控平面磨床对运动稳定性、换向精度和换向频率有较高的要求。宁波液压程控磨床
精密程控平面磨床如何提高准确度?调整机器参数。磨床加工精度受系统增益和定位死区两大因素。对于系统增益,要注意精密程控平面磨床的机械阻尼和转动惯量。这影响了磨床的加工精度。也能将死区域小化,从而改善磨床的运转程度。两者是相互补充的,必须同时适应。在某些系统中可以进行调整。精密程控平面磨床在使用过程中,随着自动化程度的不断提高,实现了自动遥控。所以,在远程控制中,必须增加一系列实时监控程序,减少了对其所需的人工干预,使之能更有效地进行监控。程序可以对磨床的安装、控制进行监测,以提高磨床加工精度。宁波液压程控磨床
文章来源地址: http://jxjxysb.shopjgsb.chanpin818.com/jichuang/mochuang/deta_28244102.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。