[VIP第1年] 指数:3
[VIP第1年] 指数:3
用前应对全自动分切机的主要部件进行检查,加注润滑油;在检查拆装全自动分切机时,严禁使用不合适的工具、采用不科学的操作方法;每隔二周对机器作一次清理和检查;全自动分切机如较长时间停止不用,必须将所有光亮表面擦拭干净,涂上防锈油,加罩塑料套将整机遮盖。如全自动分切机停用达3月以上,应在防锈油上覆防潮纸;工作完成之后,认真清洁设备,并将外露磨擦面擦拭干净,加注润滑油。日常维护保养要做好分切机的日常保养与维护工作要做好以下五点。一,对电器局部要定期打扫与检查,及时扫除隐患。二,分切机的使用是靠纵切机、横切机来完成的,所以,要运用高质量的纵切刀和横切刀。三,分切机的日常保养要到位,其准绳是,光滑、清洁、清算(无尘、无杂物)到位,确保设备的滑动部位处于良好状态。四,是维护工作,对转动部位要停止定期和不定期的检查(特别是对易损件要停止实时监控)。实行定期调整,定期改换,换向器并做好细致的记载,以到达延长设备运用寿命的目的。五,提高操作分切机的人员的技术素质与程度,关于控制局部的操作要做到专人担任,未经答应任何人不得自行操作。分切机设备,就选温州胜钥环保设备有限公司,用户的信赖之选,有需求可以来电咨询!河南灰板纸分切机哪家好
分切机有两种档式操作有准确的模式,精度较高。2、可以分成表面卷取和中间卷取两种不同的收卷方式。3、在使用时,它采用的是自动张力的模式,用圆刀对产品进行相应的分割,所分割出来的产品质量非常达标,对产品的调整也是特别方便的。4、分切机的轴承表面采用的是以面部的中间部位进行取卷的,这样被选的卷质量相对比较均匀,使用起来它的稳定性就会比较均衡。5、分切机能够自动计米,也可以自动调整为停机模式,使用的非常的方便。河南灰板纸分切机哪家好温州胜钥环保设备有限公司是一家专业提供分切机的公司,有需求可以来电咨询!

常见问题的分析解决:(1)膜卷表面暴筋:开机时速度过低,管芯表面不一致,膜薄厚不均匀或膜中含有晶点、加进杂质,图案设计造成。(2)端面翘起:由于切刀钝化,在切口处产生拉伸现象,造成吸卷后膜卷边缘向外翻翘的结果,刀具安装不正确,卷取速度太快,卷取太紧时以产生,应适当调整。(3)端面喇叭状:卷取张力太小,复合膜两边厚度差太大,薄膜表面滑爽性太好,适当提高卷取接触压力,卷取轴与接触压辊不平行,产品两边油墨量不均衡,应调整图案设计。(4)膜卷端面锯齿状不平:膜卷太松,接触压力小,减少卷入空气量,膜卷过紧,应减少收卷张力,调大锥度,加速或减速过于迅速,对平滑性好的材料应注意放缓加减速度。(5)膜卷急剧滑移:卷的太松、张力太小,卷的太紧、张力太大。(6)薄膜表面有划痕:分切机导辊表面不清洁,被动导辊转动不灵,导辊表面有划痕,应修理或更换。(7)膜卷表面有硬块状凸起:收卷太紧(暴筋),卷进杂质,薄膜本身晶点过大造成。(8)卷材端面菊花状:由于薄膜外层张力太大,是内层膜产生滑移,造成过紧应调整收卷锥度,使锥度值加大,以减少外层张力。
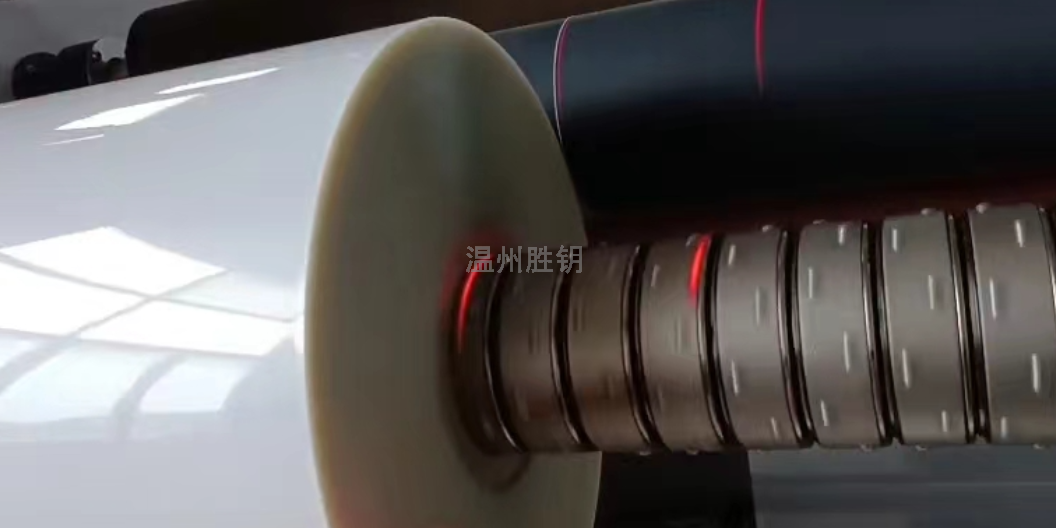
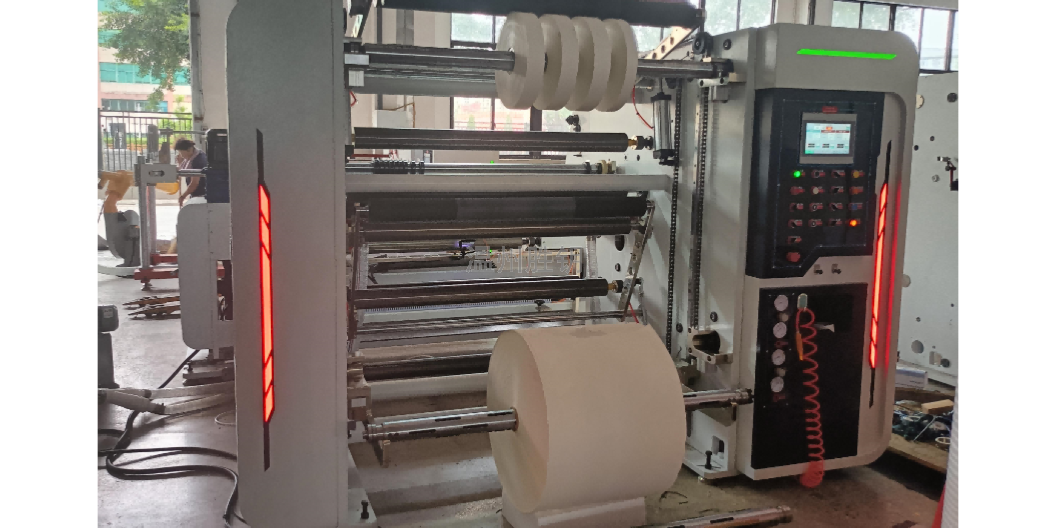
收卷轴种类:A、气涨轴C、滑差轴如果张力过大,会卷取太紧,严重时拉断薄膜,使纸芯变形。如果张力偏小,有使薄膜轴向跑偏,端面不齐。卷取锥度的设定至关重要,如果锥度过大,膜卷的芯部较硬,外部较松弛;如果锥度过小,形成菊花壮花纹,膜卷过紧。张力锥度:张力逐渐增大或减小这一数值变化过程叫张力锥度。根据卷径大小来提前设定张力锥度范围。张力锥度的设定:A、根据初始卷径尺寸半径与周长设定米数与初始张力(放卷张力由大到小)B、根据卷径尺寸半径与周长设定米数与张力(收卷张力由小到大膜卷的放卷张力与收卷张力没有可比性膜卷接触压力是通过接触压力辊施加的,以此控制卷到膜间的空气量。如果接触压力大,卷进的空气量少,膜卷发硬。如果接触压力小,被卷进的空气量增大,膜卷松。如果卷取的速度快,被卷入的空气量也增加,此时要相应增大接触压力。分切机设备,就选温州胜钥环保设备有限公司,是用户的信赖之选,有想法的不要错过哦!

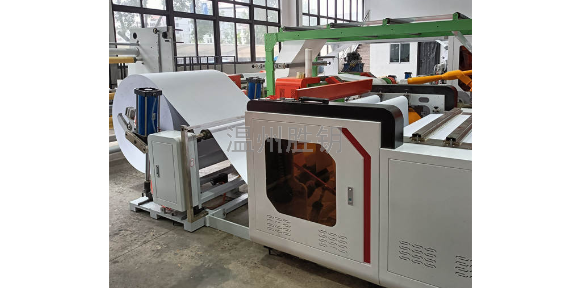
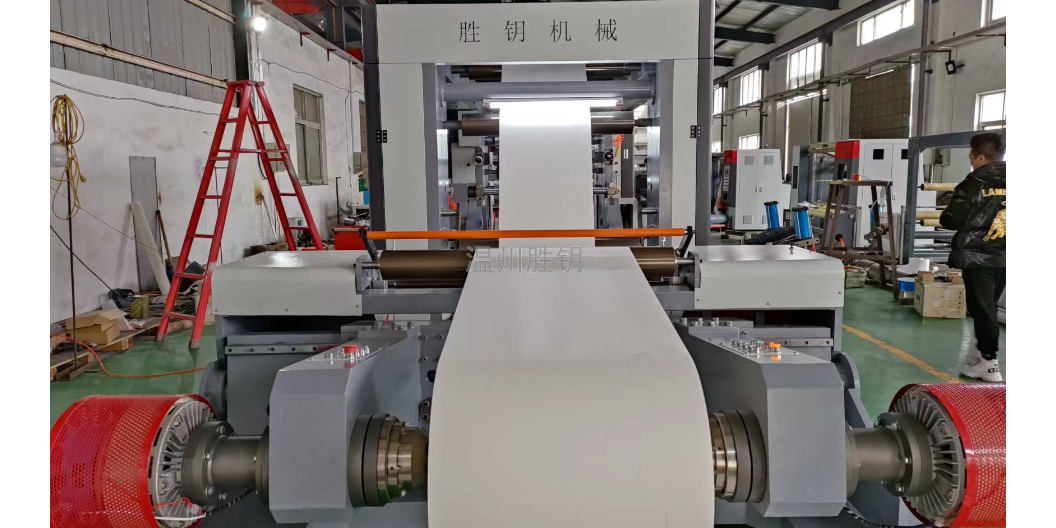
分切,在复合软包装生产中扮演着举足轻重的角色。随着自动化包装设备的日益普及,以膜卷形式出厂的复合软包装材料逐渐增多,对其分切质量和分切规格的需求也日益提高。此外,复合软包装材料的多样性也日益凸显,包括强度、不易拉伸的材料,柔软、延伸率大的材料,易划丝、不耐摩擦的材料等,这些都为分切工艺带来了更高的挑战。分切工艺,就是将大规格的原膜,经过印刷和复合后的膜卷,通过切割加工成所需规格尺寸的工艺。而执行这一工艺所需的设备,便是我们称之为分切机的设备分切机设备,就选温州胜钥环保设备有限公司,是用户的信赖之选,欢迎您的来电!内蒙古烟包纸分切机规格
温州胜钥环保设备有限公司分切机值得放心。河南灰板纸分切机哪家好
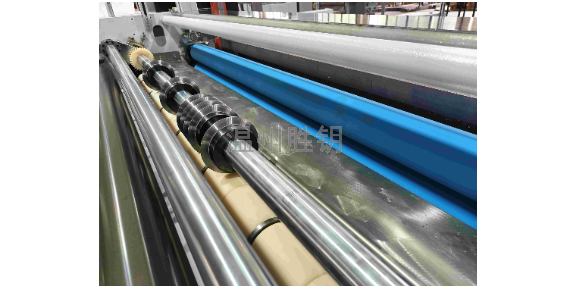
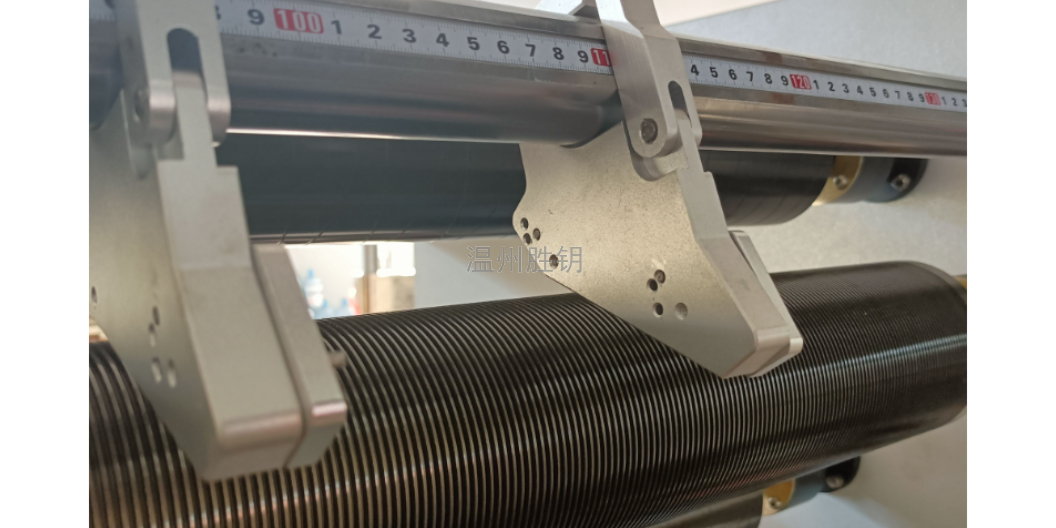
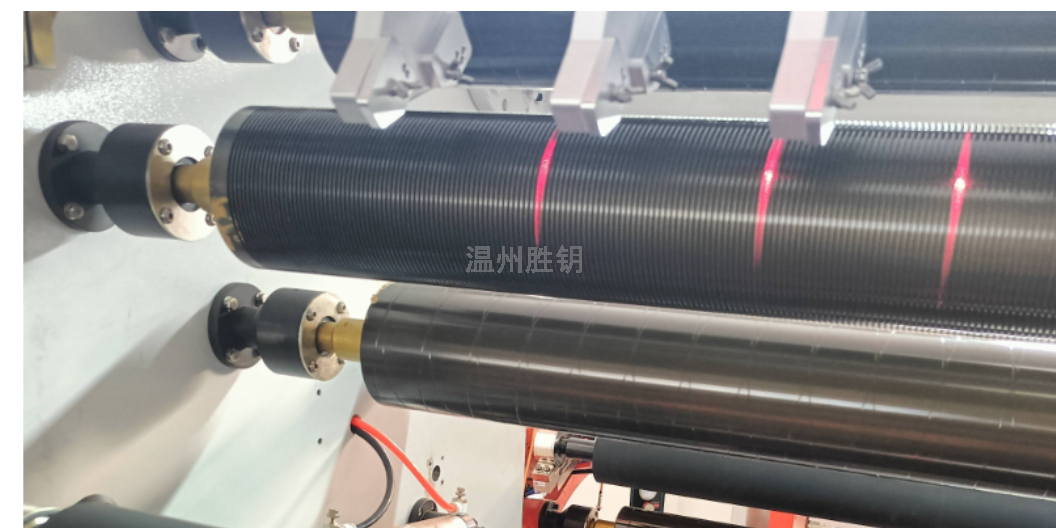
平⼑分切就是像剃⼑⼀样,将单⾯⼑⽚或双⾯⼑⽚固定在⼀个固定的⼑架上,在材料运⾏过程中将⼑落下,使⼑将材料纵向切开,以达到分切⽬的。平⼑分切有两种⽅式:⼀种是切槽分切;⼀种是悬空分切。切槽分切是材料运⾏在⼑槽辊时,将切⼑落在⼑槽辊的槽中,将材料纵向切开,此时材料在⼑槽辊有⼀定包⾓,不易发⽣漂移现象。再分切流延PP膜或边料较窄的膜时,常⽤这种分切⽅式,可以提⾼分切效率。但是对于悬空分切,它的缺点是对⼑⽐较不便。悬空分切是材料在经过两辊之间时,剃⼑落下将材料纵向切开,此时材料处于⼀种相对不稳定状态,因此分切精度⽐切模分切略差⼀点,但这种分切⽅式对⼑⽅便,操作⽅便。平切⼑分切主要适合分切很薄的塑料膜和复合膜。圆⼑分切圆⼑分切可分为切线分切和⾮切线分切。切线分切为材料从上下两圆盘⼑的切线⽅向分切,这种分切对⼑⽐较⽅便,上圆盘⼑和下圆盘⼑可根据分切宽度要求,很容易地直接调整位置。它的缺点是材料很容易在分切处发⽣漂移现象,所以精度不⾼,现在⼀般不⽤。这种分切⽅式可以使材料不易发⽣漂移,分切精度⾼。但是调⼑不是很⽅便,下圆盘⼑安装时,必须将整轴拆下。圆⼑分切适合分切⽐较厚的复合膜和纸张类河南灰板纸分切机哪家好
文章来源地址: http://jxjxysb.shopjgsb.chanpin818.com/zjgj/fenqiejimu/deta_28093311.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。