[VIP第1年] 指数:3
[VIP第1年] 指数:3
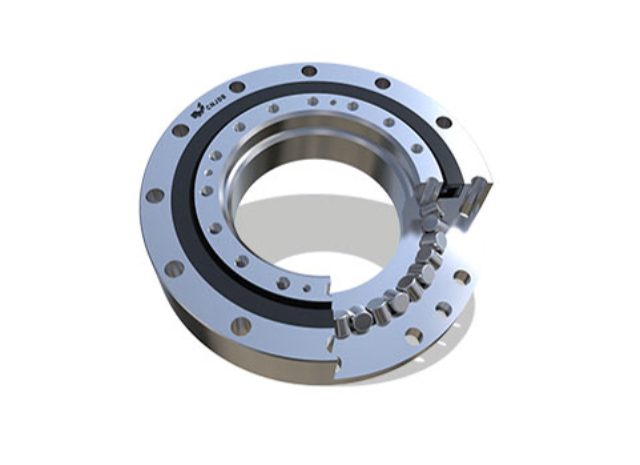
滚动轴承类型很多,下面这几种大家都知道吗?1,河北轴承装配设备、角接触球轴承,角接触球轴承的类型代号为7,它可以同时承受径向载荷及轴向载荷,也可单独承受轴向载荷,能在较高转速下正常工作。因一个轴承只能承受单向的轴向力,故此类轴承一般成对使用。承受轴向载荷的能力与接触角α有关,接触角越大,可承受的轴向载荷越大,河北轴承装配设备。2、调心球轴承,类型代号为1。调心球轴承的外圈滚道表面是以轴承中点为中心的球面,故能自动调心。这种轴承一般不宜承受纯轴向载荷。3,河北轴承装配设备、调心滚子轴承,类型代号为2。调心滚子轴承的性能和特点与调心球轴承类似,但具有较大的径向承载能力。
主轴加工的主要问题是如何保证主轴支承轴颈的尺寸、形状、位置精度和表面粗糙度,主轴前端内、外锥面的形状精度、表面粗糙度以及它们对支承轴颈的位置精度。主轴支承轴颈的尺寸精度、形状精度以及表面粗糙度要求,可以采用精密磨削方法保证。磨削前应提高精基准的精度。保证主轴前端内、外锥面的形状精度、表面粗糙度同样应采用精密磨削的方法。为了保证外锥面相对支承轴颈的位置精度,以及支承轴颈之间的位置精度,通常采用组合磨削法,在一次装夹中加工这些表面,机床上有两个**的砂轮架,精磨在两个工位上进行,工位Ⅰ精磨前、后轴颈锥面,工位Ⅱ用角度成形砂轮,磨削主轴前端支承面和短锥面。主轴外圆表面的加工,应该以顶部尖孔作为统一的定位基准。但在主轴的加工过程中,随着通孔的加工,作为定位基准面的中心孔消失,工艺上常采用带有中心孔的锥堵塞到主轴两端孔中,让锥堵的顶部尖孔起附加定位基准的作用。
轴承超精这种工艺不只是在轴承行业使用,目前发动机方面也使用非常之多,其它的精密机械与仪器方面也开始在使用此种工艺。超精研是一种进给运动,以实现微量磨削的一种光整加工方法。超精加工前的表面一般经过精密车削、磨削,具体是指在良好的润滑冷却条件下,用细粒度的磨具(油石)对工件施加很小的压力,并在垂直干工件旋转方向,对以一定速度旋转的工件作快而短促的往复振荡运动的一种光整加工方法。在滚动轴承制造过程中,超精是轴承套圈加工的末尾一道工序,它对于减小或消除磨加工遗留的圆形偏差,修理沟道的形状误差,细化其表面粗糙度,改善表面物理机械性能,降低轴承的震动、躁声,提高轴承的使命,有着重要作用。
文章来源地址: http://jxjxysb.shopjgsb.chanpin818.com/zhoucheng/gdzc/deta_4177574.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。