[VIP第1年] 指数:3
[VIP第1年] 指数:3
嘉强激光数控系统在超高速加工中的加减速控制算法优化主要包括以下几个方面:1.采用S型加减速曲线(S-curve)代替传统的梯形加减速曲线,使加速度变化更加平滑,减少机械冲击和振动,提高加工精度和稳定性。2.系统通过前瞻控制算法,预先读取并分析后续加工路径,优化加减速策略,避免速度突变,确保加工过程的平滑过渡。3.根据实时加工状态和负载变化,动态调整加减速参数,确保在不同加工条件下都能达到加减速的效果。4.将加工路径分为多个小段,每段单独进行加减速控制,避免整体路径上的速度波动,提高加工精度和效率。5.通过高级速度规划算法,优化加工路径中的速度分布,确保在复杂路径中也能实现平滑的加减速控制。6.引入jerk(加速度变化率)控制,进一步平滑加速度变化,减少机械系统的冲击和振动,提高加工质量和设备寿命。7.系统通过实时反馈机制,监测加工过程中的速度和加速度变化,动态调整控制参数,确保加减速过程的稳定性和精度。8.采用先进的优化算法(如遗传算法、粒子群优化算法等),对加减速参数进行全局优化,找到加减速策略。平面视觉激光切割数控系统,嘉强以视觉定位与多种识别方案,提升切割精度。上海嘉强XC4000T激光数控系统在哪下载

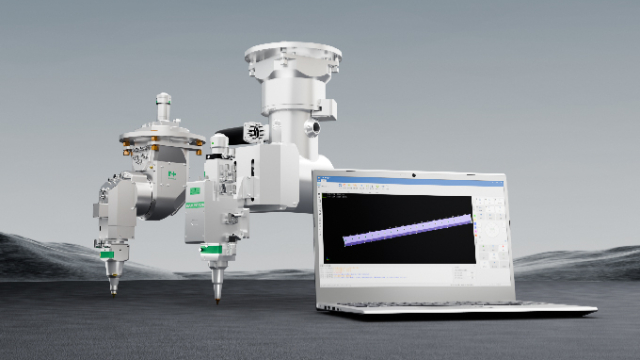
嘉强激光数控系统通过以下方式实现加工数据的实时监控与分析:1.传感器网络:系统内置多种高精度传感器,实时采集加工过程中的关键数据。这些传感器形成一个网络,确保数据的全面性和准确性。2.数据采集模块:系统配备高效的数据采集模块,能够实时捕获和处理传感器数据。该模块具有高采样率和低延迟特性,确保数据的实时性和精确性。3.实时数据处理:系统采用高性能处理器和实时操作系统(RTOS),能够快速处理和分析采集到的数据。通过内置的算法和模型,系统可以实时识别加工状态和潜在问题。4.可视化界面:系统提供直观的可视化界面,用户可以通过图形、图表等形式实时查看加工数据。界面通常包括实时监控面板、历史数据曲线、报警信息等,方便用户进行监控和分析。5.报警与预警机制:系统内置智能报警与预警机制,当检测到异常数据时,会立即发出警报。用户可以根据报警信息快速采取相应措施,避免加工故障或质量问题。6.数据存储与回放:系统具备大容量数据存储功能,能够保存历史加工数据。用户可以通过回放功能,查看历史加工过程,进行事后分析和优化。7.远程监控:部分嘉强激光数控系统支持远程监控功能,用户可以通过互联网实时访问系统数据。上海嘉强XC3000Plus激光数控系统安装教程嘉强激光数控系统的9+1穿孔工艺,丰富且实用,提升厚板穿孔加工稳定性。
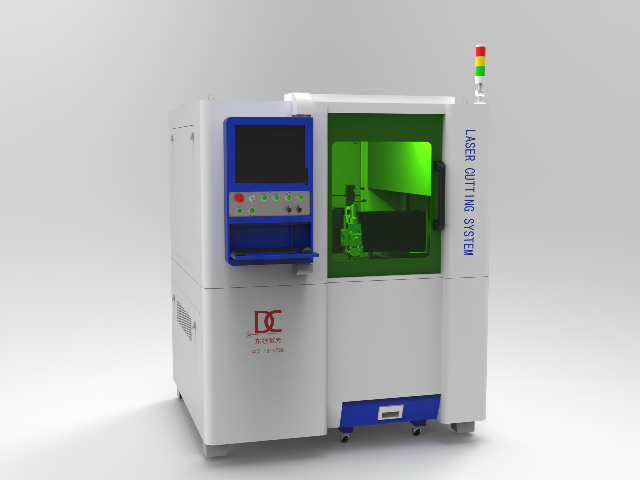
嘉强激光数控系统的安装和调试流程通常包括以下几个步骤:1.场地准备:确保安装场地符合要求;检查所有设备组件是否齐全,有无损坏。2.机柜安装:将数控系统机柜放置在预定位置,确保稳固;根据说明书安装激光器,并连接冷却系统;安装伺服电机、导轨、丝杠等运动部件;安装必要的传感器。3.电源连接:连接主电源和控制系统电源,确保电压和频率符合要求;连接各传感器、伺服驱动器、激光器等信号线;确保所有设备良好接地,防止电气干扰。4.系统软件安装:安装数控系统软件;安装各硬件设备的驱动程序;根据设备配置设置系统参数。5.初步调试:通电后检查各部件电源是否正常;手动调试各轴运动,确保运动平稳、无卡滞;调试激光输出,确保激光功率和模式符合要求。6.系统联调:进行各轴和激光器的联动调试,确保协调一致;进行简单的加工测试,检查加工精度和效果。7.参数优化:使用标准工具进行精度校准,确保加工精度;根据加工需求优化各轴运动速度和加速度。8.安全检查:检查所有安全装置是否正常工作;对操作人员进行培训,确保其熟悉系统操作和安全规程。9.验收:进行验收测试,确保系统各项指标符合要求;交付相关文档,包括操作手册、维护手册等。
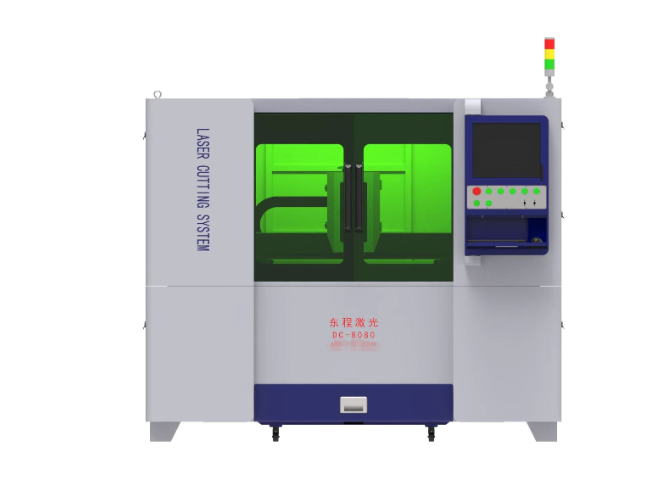
嘉强激光数控系统的硬件架构设计在多个方面具有以下创新点:1.模块化设计:系统采用模块化设计,用户可以根据需求灵活添加或更换功能模块;使得系统维护更加便捷,单个模块的故障不会影响整个系统的运行。2.多核处理器:系统采用多核处理器,能够同时处理多个复杂任务,提升系统的整体计算能力和响应速度;支持多任务并行处理,确保系统在高负载情况下仍能保持高效运行。3.高精度传感器:系统内置多种高精度传感器,实时监测加工过程中的关键参数;实时反馈给控制系统,确保加工过程的精确控制和调整。4.高效散热系统:系统配备高效的主动散热装置,确保在高负载和高温环境下仍能稳定运行;防止过热导致的性能下降或设备损坏。5.分布式控制架构:系统采用分布式控制架构,支持多轴联动控制,确保复杂加工任务中的高精度和协调性;6.高速通信接口:系统配备高速通信接口,确保各模块之间的实时数据传输和同步;高速通信接口支持远程监控和数据传输,便于远程诊断和维护。7.智能电源管理:系统采用智能电源管理技术,根据负载情况动态调整电源输出,提高能效并减少能耗;具备过压、过流、短路等保护功能,确保系统在电源异常情况下的安全运行。优化光学与气流设计,嘉强激光数控系统大幅提升空气切割速度与效果。
嘉强激光数控系统提供了多种培训资源,以帮助用户快速掌握系统操作和维护技能。1.用户手册:详细说明系统的操作步骤和功能,适合初学者和日常参考;提供系统的维护和保养指南,帮助用户进行日常维护。2.在线培训课程:提供一系列在线视频教程,涵盖从基础操作到高级功能的各个方面;通过在线平台提供互动式课程,用户可以在学习过程中进行实时操作和练习。3.现场培训:在嘉强工厂或授权培训中心进行现场培训,由专业讲师授课,提供实际操作机会;根据客户需求,安排专业讲师到客户现场进行培训,结合实际设备进行操作指导。4.网络研讨会:定期举办网络研讨会,邀请专业人士讲解新功能、技术趋势和最佳实践。5.技术支持:通过在线聊天、电子邮件等方式提供技术支持,解答用户在使用过程中遇到的问题;提供电话支持服务,用户可以随时联系技术支持团队获取帮助。6.社区和论坛:建立用户社区,用户可以分享经验、提问和解答问题,形成互助学习的氛围;提供技术论坛,用户可以在论坛中讨论技术问题、分享解决方案和最佳实践。7.移动应用:开发移动应用程序-智信,用户可以通过手机或平板电脑随时随地进行学习和培训。强大的编程功能,嘉强激光数控系统可实现复杂图形的精确切割。上海嘉强XC3000Plus激光数控系统安装教程
嘉强激光数控系统,通过智能控制,实现加工过程的精细化管理。上海嘉强XC4000T激光数控系统在哪下载
嘉强激光数控系统在激光切割中实现焦点漂移补偿技术主要通过以下步骤: 1.焦点位置检测: 使用高精度传感器(如激光位移传感器或视觉传感器)实时监测激光焦点位置。 2.数据采集与处理: 采集焦点位置数据,并通过高速通信接口传输至控制系统进行处理和分析。 3.焦点漂移识别: 控制系统通过算法识别焦点位置的变化,判断是否存在焦点漂移。 4.补偿计算: 根据检测到的焦点漂移量,计算所需的补偿值,通常包括Z轴(垂直方向)的调整量。 5.实时调整: 控制系统驱动伺服电机或压电陶瓷执行器,实时调整激光头或聚焦镜的位置,以补偿焦点漂移。 6.闭环控制: 系统持续监测焦点位置,并根据实时数据进行动态调整,形成闭环控制,确保焦点位置的稳定性。 7.反馈与优化: 系统记录补偿过程中的数据,用于后续分析和优化,进一步提高补偿精度和响应速度。 通过这些步骤,嘉强激光数控系统能够有效补偿激光切割中的焦点漂移,确保切割质量和精度。上海嘉强XC4000T激光数控系统在哪下载
文章来源地址: http://jxjxysb.shopjgsb.chanpin818.com/jwjjg/jgjg/deta_28205126.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。